

Mit der Simatic S7-1500 hat Siemens eine neue Klasse von Steuerungen etabliert. Sie verfügt nicht nur über anspruchsvolle technologische Funktionen, sondern bietet auch alle erforderlichen Hilfsmittel, um diese komfortabel nutzen zu können. Steuerung und Engineering unterstützen den Anwender dabei in hohem Maße durch eine anschauliche Benutzerführung, umfangreiche Diagnose sowie durch Echtzeit-Aufzeichnungsmöglichkeiten. Selbst weniger erfahrene Anwender können auf diese Weise Motion-Control- oder Regelungsaufgaben umsetzen.
DER AUTOR Dr. Günter Neumann arbeitet als Produktmanager in der Business Unit ‚Industrial Automation Systems‘ der Division ‚Industry Automation‘ im Industry Sector der Siemens AG am Standort Nürnberg.
Von einer modernen SPS erwartet der Anwender, dass er damit möglichst schnell und komfortabel seine Aufgabenstellungen lösen kann. Maßgeblich dafür ist auch das perfekte Zusammenspiel zwischen SPS und Engineering, insbesondere im Hinblick auf technisch anspruchsvolle Aufgaben und Diagnoseszenarien. Die Simatic Steuerung S7-1500 inklusive ihrer Motion-Control-Funktionalität, Regelungsbausteinen mit Autotuning und Echtzeitaufzeichnungsmöglichkeiten (Echtzeit-Trace) sowie das Engineering Framework TIA Portal von Siemens erfüllen zusammen diese Anforderungen. Jedes Mitglied dieser Steuerungsfamilie birgt diesen Funktionsumfang und eignet sich somit zur Konzeption skalierbarer Lösungen.
Die Motion-Funktionalität der S7-1500 umfasst den Betrieb von lagegeregelten Einzelachsanwendungen. Dazu zählen Positionierfunktionen, Geschwindigkeitsvorgabe und Tippbetrieb. Die Programmierung erfolgt mit Standard PLCopen-Bausteinen. Somit kann das bei der S7-1200, den Technologie-CPUs (CPU 31xT) oder bei Easy Motion Control erworbene Know-how weiter genutzt werden. Alle Bewegungsabläufe erfolgen ruckbegrenzt. Sie lassen sich jederzeit abbrechen oder durch andere Bewegungsaufträge ablösen. Aufgrund der Systemarchitektur und Performance der Steuerungen sind sehr kurze Reaktionszeiten erreichbar. Der Anwender ist damit applikativ in der Lage, mehrere Achsen koordiniert zu bewegen, obwohl nur Einzelachsaufträge zur Verfügung stehen.
Flexible Einsatzmöglichkeit – sowohl für Alt- als auch Neuanlagen
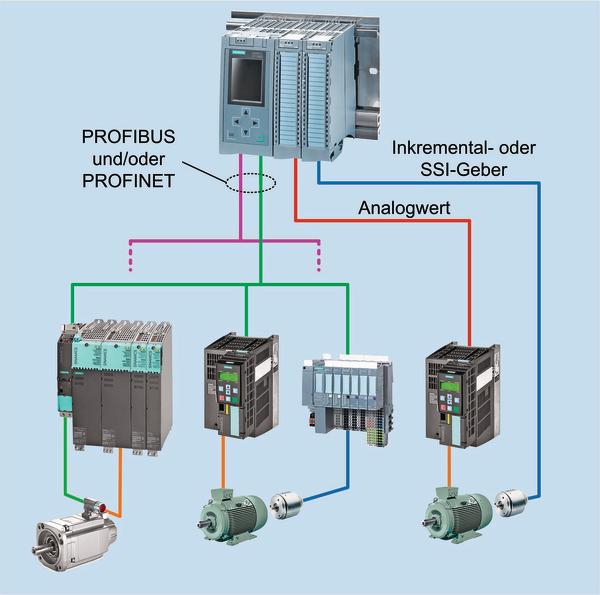
In puncto Antriebsanbindung zeichnet sich die Steuerung durch große Offenheit und Flexibilität aus. Digitale Antriebe werden über die Profinet- oder Profibus-Schnittstellen der CPU angeschlossen und gemäß des Profidrive-Profils angesteuert. Für Anwendungen mit geringerer Regelgüte oder für Retrofit-Applikationen können auch analoge Antriebe verwendet werden. Alle Anschlussvarianten lassen sich beliebig kombinieren – ein großer Vorteil gerade im Retrofit-Bereich. So können vorhandene Anlagenteile mit Profibus- oder Analogantrieben durch neu hinzukommende Komponenten mit taktsynchron betriebenen Profinet-Antrieben erweitert werden (Bild 1).
Neben Servo-Antrieben lassen sich auch Frequenzumrichter – wie Sinamics G120 – für Positionieraufgaben einsetzen. Zur Lageregelung werden dazu noch inkrementelle oder absolute Lagegeber benötigt. Dafür kommen neben busfähigen Gebersystemen (Profibus- oder Profinet-Geber mit Profidrive-Telegramm) auch Standard-Inkrementalgeber und SSI-Geber infrage, die über Technologiemodule (TM Count, TM PosInput) angeschlossen werden können. Diese TM-Module sind sowohl für den zentralen als auch für den dezentralen Einsatz geeignet. Unterstützt werden auch hochauflösende SSI-Geber mit Positionswerten bis zu 31 bit Länge.
Technologie nicht nur für den Experten
Standard-CPUs werden in einem weiten Einsatzbereich innerhalb der Fertigungsautomatisierung genutzt. Bei solchen Steuerungen kommt es insbesondere darauf an, dass sie auch von Nutzern eingesetzt werden können, die einen unterschiedlichen technologischen Background besitzen. Die Funktionalität muss so transparent und einfach anwendbar sein, dass keine spezielle Ausbildung dafür erforderlich ist. Die folgenden Beispiele zeigen durch welche Maßnahmen dies beim Engineering erreicht wird.
Technologische Funktionen sind vollständig in das Engineering System (ES) integriert und müssen nicht zusätzlich erworben oder mit separaten Tools bearbeitet werden. Sie lassen sich im TIA Portal durch Technologieobjekte (TOs) abbilden. Dabei wird jeder angeschlossene Antrieb auf der Steuerung durch eine TO-Achse repräsentiert. Anhand dieses TOs definiert der Anwender das gewünschte Verhalten und die Eigenschaften eines Antriebs. Jedes TO bietet dafür anschauliche Konfigurationsmasken zu den unterschiedlichen Aufgaben wie der Zuordnung der Hardware-Komponenten, der mechanischen Verbindung zwischen Motor und dem bewegten Objekt oder den Grenzwerten für das gewünschte Dynamikverhalten. Durch eine plausible Folge der Masken wird der Anwender durch die Konfiguration geführt, ohne dass ihm dies zwingend vorgeschrieben wird, wie es bei einem klassischen Wizard der Fall wäre. Bei der Konfiguration des Referenziervorgangs lässt sich beispielsweise in der Eingabemaske interaktiv das sich ergebende Bewegungsprofil darstellen. So erkennt der Anwender mit einem Blick, ob er den Prozess zur Suche des Referenznockens richtig konfiguriert hat.
Das bewährte Konzept der Technologieobjekte vereinfacht nicht nur die Handhabung von Motion-Applikationen, sondern auch technische Themen wie Regeln oder Zählen. Denn hierfür sind ebenfalls TOs im Standard-Funktionsumfang vorhanden. Die ES-Masken der TOs sind optimal auf die jeweilige Aufgabenstellung zugeschnitten. So besitzen die Regelungsbausteine eine Inbetriebnahmemaske mit integrierter Trace-Funktion. Bei der manuellen oder der automatischen Regleroptimierung werden automatisch die relevanten Signalverläufe dargestellt und liefern ein Feedback über Status und Qualität der Regelung.
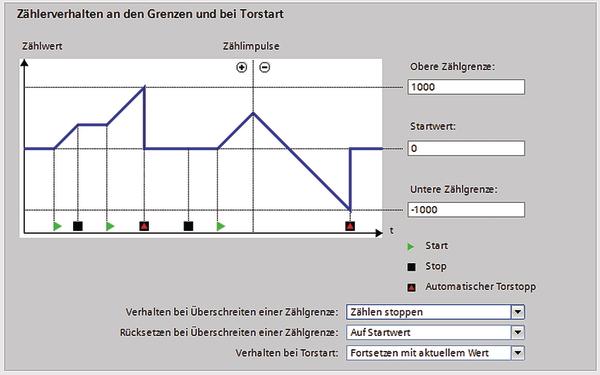
Zähler-Baugruppen, wie die TM Count, führen eigenständig Zähl- oder Dosieraufgaben durch und entlasten damit die Steuerung (Bild 2). Mit einem Zähler-TO kann der Anwender solche Aufgaben schnell und anschaulich konfigurieren. Dazu wählt er Zählerbetriebsart, Zählgrenzen und das Verhalten der digitalen Anschlüsse der Baugruppe – den Rest erledigt die Baugruppe. Zugriffe vom Steuerungsprogramm sind nur dann erforderlich, wenn der Anwender das Verhalten der Baugruppe während des Betriebs modifizieren möchte.
Integriertes Test- und Diagnosekonzept
Jeder Maschinenbetreiber möchte die Stillstandzeiten seiner Maschine auf ein Minimum reduzieren. Dazu muss im Störungsfall die Fehlerursache möglichst schnell gefunden werden. Hierfür benötigt der Maschinenbediener eine vollständige Übersicht über den Zustand jeder Achse. Diese Anforderung verursachte in der Vergangenheit einen erheblichen Aufwand bei der Programmierung. Denn durch die Diagnoseanteile wächst der Programm-Code beachtlich an und damit auch die Wahrscheinlichkeit von zusätzlichen Programmierfehlern.
Infolge der Integration der Motion-Control-Fehlermeldungen in die Systemdiagnose der Steuerung (Bild 3) reduziert sich der Diagnoseaufwand im Steuerungsprogramm merklich. Fährt eine Achse beispielsweise auf einen Hardware-Endschalter, dann generiert die Steuerung eine automatische Meldung, die im Diagnosepuffer der CPU, in einem Meldefenster eines angeschlossenen Panels und sogar auf dem CPU-eigenen Display angezeigt wird. Während der Inbetriebnahme mit dem TIA Portal erscheinen entsprechende Textmeldungen auch im Diagnosebereich des Inspektor-Fensters. Jede Achse besitzt zudem im Engineering eigene Diagnosemasken, die dem Inbetriebsetzer eine komplette Übersicht über den Status der Achse geben.
Mit der Trace-Funktion verfügt die Steuerung über ein weiteres, leistungsfähiges Echtzeit-Diagnosehilfsmittel. Die SPS ist in der Lage, alle Variablen der CPU zyklusgranular aufzuzeichnen. Dazu wählt der Anwender den CPU-Zyklus, in dem die Aufzeichnung stattfinden soll. Zur Analyse von schnellen Bewegungsvorgängen wird er den Motion-Regelungszyklus wählen, der typischerweise taktsynchron an die Kommunikation mit den Servoantrieben angebunden ist. Zur Fehlersuche im Hauptprogrammzyklus OB1 wird der Inbetriebsetzer bei jedem OB1-Durchlauf eine Aufzeichnung machen.
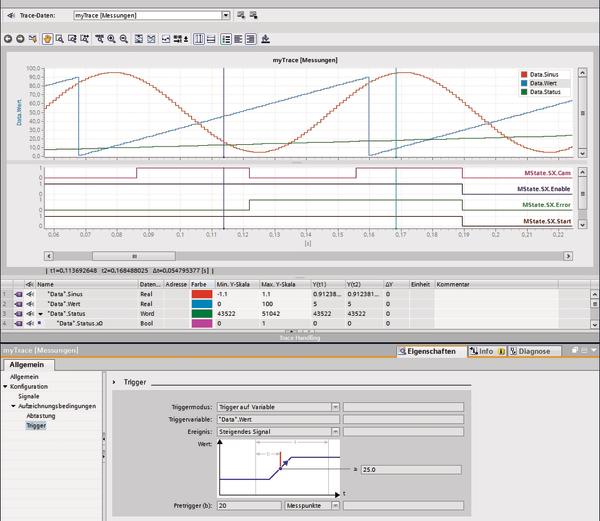
Die Aufzeichnungen finden autark in der Steuerung statt und können anschließend im TIA Portal grafisch dargestellt und ausgewertet werden (Bild 4). Messungen lassen sich zudem exportieren und zur Dokumentation oder Diagnose weiterverwenden. Die Anzeige der Verläufe ist zeitgenau, auch wenn ein nicht äquidistanter Aufzeichnungszyklus verwendet wurde, wie der OB1.
Die S7-1500 kann bis zu vier Aufzeichnungen mit jeweils bis zu 16 Signalen gleichzeitig verwalten. Zum Steuern der Aufzeichnung stehen unterschiedliche Triggerbedingungen zur Verfügung – beispielsweise, wenn eine Variable einen vorgegebenen Wertebereich verlässt. Durch Angabe eines Pretrigger-Wertes wird festgelegt, wie viele Messereignisse vor dem Triggerzeitpunkt abgespeichert werden. co
Teilen:




{kind=link}