



Inhaltsverzeichnis
1. Standardisierte Prüfungsbedingungen
2. Automobilindustrie ist der Treiber für die Atline- und Inline-Messtechnik
3. Flexible Lösungen out of the Box
4. Automatisierung der Computertomografie
5. Schlüsselfertige Turnkey-Messzelle mit vollautomatischem Kalibrierungsprozess
6. Closed Loop sorgt für direkte Kommunikation zwischen Qualitätskontroll- und Fertigungsteams
7. Qualitätssicherung und Produktion sind nicht mehr getrennt in 15 Jahren
Weltweit gesehen ist die Automatisierung in der Qualitätskontrolle derzeit eine der am schnellsten wachsenden Sektoren in der Messtechnik“, sagt Jérôme-Alexandre Lavoie, Produktmanager bei Creaform. Dies bestätigt Dr. Stefan Scherer, Geschäftsführer von Bruker Alicona: „Die Automatisierung ist aus der Qualitätssicherung nicht mehr wegzudenken. Schlagworte wie Industrie 4.0 oder Smart Manufacturing sind längst keine Schubladenkonzepte mehr, sondern gelebte Realität.“ Ging es laut Scherer in den Anfängen der Automatisierung darum, in erster Linie automatisiert vordefinierte Messprogramme zu messen, sprechen wir heute vor allem von vernetzter Qualitätssicherung und Systemen, die miteinander kommunizieren. „Messtechnik zum Beispiel ist keine isolierte und von der Produktion entkoppelte Insellösung in einem Messraum, sondern integraler Bestandteil der Fertigung“, so Scherer. „Technisch ist in diesem Bereich schon sehr viel möglich“, sagt auch Pascal Kohl, im technischen Vertrieb beim Göppinger Messdienstleister Topometric tätig. „Umgesetzt wird aktuell allerdings überwiegend die Teilautomatisierung von Anlagen.“
Moderne Automatisierungslösungen in der Mess- und Prüftechnik haben nach Meinung von Experten mehrere Vorteile: „Sie sorgen neben einer deutlich höheren Wirtschaftlichkeit vor allem für gesteigerte Prozesssicherheit. Die Minimierung von manuellen Prozessschritten senkt die Stückkosten, erhöht den Durchsatz und minimiert Bedienfehler auf ein Minimum“, erklärt Dr. Ralf Bindel, Leiter der Business Unit Automated & Robotic Solutions bei Zeiss. „Der Mangel an qualifizierten Technikern, der Wunsch nach mehr Informationen und der Flaschenhals, der mit herkömmlichen Koordinatenmessgeräten erzeugt wird, schaffen eine natürliche Bewegung der Industrie in Richtung automatisierte Qualitätskontrolle“, so Scherer.
Standardisierte Prüfungsbedingungen
Benjamin Jobst, Standortleiter Regensburg und aus dem Geschäftsbereich Produktions- und Prüfsysteme beim Automatisierungsspezialisten Heitec weiß: „Mit automatischen oder halbautomatischen Prüfgeräten bekommen Anwender stets reproduzierbare Prüfergebnisse und können somit auf Fertigungsschwächen schließen. Dies sichert die Produktion gegenüber ungerechtfertigten Gewährleistungsansprüchen ab und erhöht die Fertigungsqualität der produzierten Produkte.“ Grundsätzlich gelte dabei, dass die Prüfbedingungen standardisiert und die Prüfmerkmale eindeutig spezifiziert sein müssen, damit ein Mess- und Prüfsystem in eine industrielle Fertigung integriert werden kann.
Wenn Fertigungsunternehmen über Automatisierung nachdenken, geht es ihnen nach Einschätzung von Lavoie, Creaform, nicht nur darum, mehr Informationen zu erhalten, sondern vor allem darum ‚mehr Wissen‘ und ‚schnelleres Wissen‘ zu erlangen. Kein Wunder, dass aus diesem Grund optische Technologien auf dem Vormarsch sind. „Traditionelle Koordinatenmessmaschinen sind sehr genau, aber oft zu langsam und können nicht im Fertigungsbereich oder inline installiert werden. Optische Technologien bieten eine Lösung für Geschwindigkeit und echte Genauigkeit unter Werkstattbedingungen“, so Lavoie. Zeiss-Manager Bindel stellt indes klar, dass die Automatisierung keineswegs nur mit dem Einsatz optischer Technologien verknüpft ist. Deshalb bietet der Messtechnik-Hersteller Automatisierungslösungen sowohl für optische und taktile Mess- und Prüfaufgaben als auch für Röntgentechnologie an. So hat Zeiss zum Beispiel Automatisierungslösungen für die Computertomographie, die es ermöglichen, Einzelstücke im mannlosen Betrieb über Nacht auszuwerten.
Auch Topometric-Experte Kohl hält optische Technologien nicht für zwingend notwendig, wenn man Mess- und Prüftechnik automatisiert. Aber in der Realität sieht er sie für die Automatisierung auf dem Vormarsch: „Die optischen Sensoren werden von verschiedenen Seiten stark entwickelt – angefangen bei der Mustererkennung für Smartphone-Kameras, über Sensoren für autonomes Fahren bis hin zur Industrieautomation. Wahrscheinlich dürfen wir hier in den nächsten Jahren noch einige technologische Sprünge erwarten.“
Automobilindustrie ist der Treiber für die Atline- und Inline-Messtechnik
In welchen Bereichen wird derzeit vor allem automatisiert? Die Automobilindustrie zählt hier einmal mehr zu den Vorreitern. Speziell für Messaufgaben in und an der Linie im Karosseriebereich gibt es seit einigen Jahren mehr oder weniger standardisierte vollautomatisierte Messzellen, die integriert aus Hardware und Messsoftware bestehen. GOM machte seinerzeit den Anfang mit der Atos Scanbox, die mittlerweile in neun Varianten für unterschiedliche Bauteilgrößen und Anwendungen zur Verfügung steht. Sie alle lassen sich mit dem Zusatzmodul ‚Virtueller Messraum‘ aufrüsten, mit dem sich alle Roboterbewegungen vor der Ausführung simulieren und auf Sicherheit prüfen lassen. Im Anschluss an die Datenerfassung berechnet die Software ein Polygonnetz der Bauteiloberfläche sowie die Ist-Werte des Prüfmerkmalplans. Diese Daten werden mit den Soll-Daten verglichen und in einem Report dargestellt.
Zeiss zog 2015 mit der Aibox nach, in deren Zentrum ein robotergeführtes optisches 3D-Messsystem steht. „Die Aibox bringt die rückführbare Koordinaten-Messtechnik in die Produktion. Der Weg zum Messplatz wird deutlich verkürzt. Ergebnisse sind somit deutlich schneller verfügbar und damit können Prozesse schneller angepasst werden“, betont Zeiss-Manager Bindel.
Flexible Lösungen out of the Box
Doch eine standardisierte Automationslösung passt nicht für alle Anwendungsfälle. Daher geht die Entwicklung hin zu flexiblen Lösungen. So verfügt die seit anderthalb Jahren erhältliche Aibox Flex von Zeiss über eine zusätzlich siebte Achse. Eine Box ist sie allerdings nicht, denn sie ist nicht in einer Kabine eingehaust. Vielmehr lässt sie sich durch einen modularen Aufbau an die Wünsche des Kunden anpassen. So können beispielsweise die Beladungssysteme in die Box fahren. Auch die Größe der Anlage kann bestimmt werden – eine Voraussetzung, um beispielsweise die kompletten Seitenteile von Karosserien fertigungsnah zu scannen. Ebenfalls wählbar ist die Anzahl der verfügbaren Messplätze, denn der Messroboter bewegt sich auf einer Schiene. Die Entwicklung geht noch weiter. So verrät Zeiss-Manager Bindel, dass sein Unternehmen bald eine neue Messzelle für den Einsatz außerhalb des Karosseriebaus vorstellen will.
„Die deutschen OEMs sind im Bereich der Karossen sehr innovativ und haben die Entwicklung der Systeme und Anlagen in den letzten Jahren stark vorangetrieben“, stellt Topometric-Experte Kohl fest. „Heute ergeben sich bereits deutliche Vorteile für Anwender aus anderen Bereichen, die von den Erfahrungen und Entwicklungen der letzten Jahre profitieren können. So werden die Anlagen immer breiter einsetzbar, die Wartungszeiten sinken und der Bedienkomfort wird immer besser sowie leichter.“
Den Aspekt der leichten Bedienbarkeit unterstreicht auch Bindel: „Diese ist für alle Systeme zwingend notwendig. Vor allem mit dem Schritt in die Fertigungsumgebung werden Messsysteme von Mitarbeitern ohne umfangreiche Ausbildung in der Qualitätssicherung bedient. Ebenso wichtig ist auch die Notwendigkeit, bei Messergebnissen keine Interpretationsmöglichkeiten zuzulassen.“
Automatisierung der Computertomografie
Ein aktuelles Beispiel für die Automatisierung der Computertomografie liefert Heitec: Der Automatisierungsspezialist hat BMW und das Fraunhofer-Entwicklungszentrum Röntgentechnik EZRT dabei unterstützt, ein neues Riesen-CT in einem Bleibunker mit der Größe von 7 x 9 x 4,5 m zu entwickeln, mit dem Fahrzeuge bereits in frühen Entwicklungsphasen komplett gescannt werden können. Die Scans werden von vier koordinierten Robotern durchgeführt, die auf zwei externen Linearachsen verfahren. Dabei arbeitet je ein Roboter mit Röntgenröhre mit einem Roboter mit Detektor zusammen. Die Röntgenstrahlen gehen von der Röntgenröhre durch das Prüfobjekt hindurch auf den gegenüberliegenden Detektor. Je nach Prüfaufgabe befindet sich dabei meist ein Roboter innerhalb und der andere außerhalb der Karosserie. Die großen Industrieroboter haben eine Reichweite von drei und mehr Metern und können praktisch jeden Punkt der komplex geformten Objekte erreichen.
Doch nicht nur die deutschen Messtechnikhersteller haben automatisierte Messzellen auf dem Radar: Auch Hexagon bietet mit 360° SIMS – die Abkürzung steht für Smart Inline Measurement System – schon lange eine flexible Lösung für die vollautomatisierte Prozess- und Qualitätskontrolle im Automobilbau an, die eine Vielzahl unterschiedlicher Zellenkonfigurationen für die robotergestützte 3D-Messung und Prozesskontrolle ermöglichen. Diese Messlösungen umfassen standardisierte Industrieroboter als flexible Plattformen zur Sensorpositionierung, Weißlichtsensoren zur Flächenmessung, Mess-Software, die Integration in Automatisierungsvorrichtungen, Linienautomatisierung und Anlagensteuerung sowie Tools für große Datensätze, farbcodierte Darstellungen und individuelle Erstellung von Messprotokollen.
Schlüsselfertige Turnkey-Messzelle mit vollautomatischem Kalibrierungsprozess
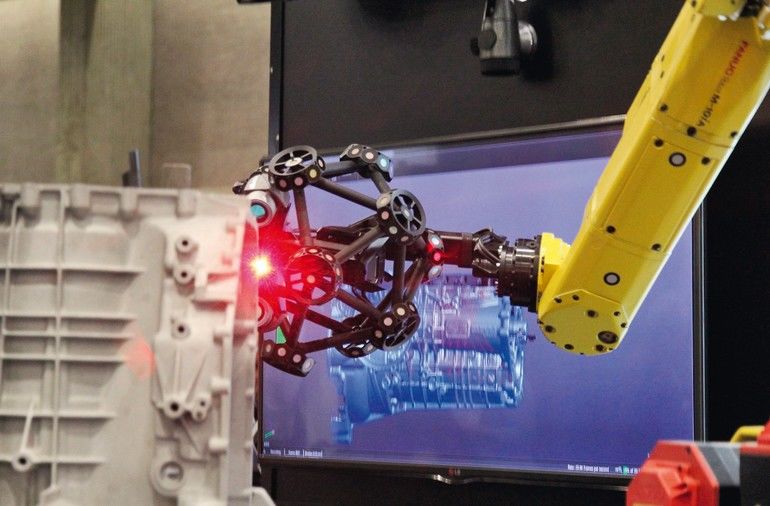
Und auch Creaform hat im vergangenen Jahr auf der Control mit dem Cube-R eine schlüsselfertige Turnkey-Messzelle vorgestellt, die keine Integration erfordert. Diese misst Teile von bis zu 3 m Länge und kann innerhalb von drei Tagen beim Kunden installiert werden. Das Herzstück, der 3D-Scanner Metrascan 750-R, kann dabei auch schwierige Oberflächen wie chromglänzende oder schwarz glänzende Oberflächen scannen. Da es sich um eine automatisierte Lösung handelt, erfolgt der gesamte Kalibrierungsprozess ebenfalls vollautomatisch. Für einen weiteren Produktivitätsschub sorgt die Kombination von Cube-R mit der Productivity Station. Lavoie: „Das heißt, ein Teil kann gescannt werden, während das Netz bearbeitet und das vorherige geprüft wird. Somit haben Roboter und Scanner keine Stillstandszeiten. So kann der Kunde während der Datenaufbereitung und der Erstellung des Inspektionsberichts bereits das Be- und Entladen des Werkstückträgers vornehmen.
Closed Loop sorgt für direkte Kommunikation zwischen Qualitätskontroll- und Fertigungsteams
Das große Ziel der Branche ist allerdings nicht die automatisierte Atline-Messtechnik, sondern die Inline-Messtechnik, die für geschlossene Regelkreise (Closed Loop) sorgt. „Herzstück von Closed Loop ist die Integration der Messtechnik in die Fertigung inklusive Kommunikation und Vernetzung aller beteiligten Systeme“, erklärt Bruker-Alicona-Geschäftsführer Scherer. „Produktionssysteme, Maschinen und Messtechnik bilden einen geschlossenen Kreislauf, wodurch ein Erstteil sofort als Gutteil produziert wird. Die eingebundene Messtechnik verifiziert in einem sehr frühen Fertigungsstadium Dimensionen, Toleranzen und Oberflächengüte. Erkennt der Messsensor, dass ein Bauteil fehlerhaft ist, wird diese Information in den Produktionskreislauf eingespeist und selbiger adaptiert.“ Das neue Konzept des Closed Loop beinhalte eine bessere oder direkte Kommunikation zwischen Qualitätskontroll- und Fertigungsteams oder –maschinen, bestätigt auch Creaform-Produktmanager Lavoie.
Doch sind sich die Experten uneins, wie weit dieses Konzept heute schon greift: „Unsere Automatisierungslösungen basieren seit mehreren Jahren auf dem Closed-Loop-Konzept“, so Scherer. Stark nachgefragt für die Umsetzung dieses Konzepts sei bei Alicona Bruker die Cobot-Serie, die Kombination von optischer 3D-Messtechnik und kollaborativer Robotik. Auch Zeiss-Manager Binder berichtet von vielen spezifischen Lösungen, die am Markt funktionieren: „So kann durch die Kombination von MES-Software Zeiss Guardus und Zeiss-Messsystemen eine homogene Datenbasis von Produkt- und Prozessdaten erzeugt werden, die das Fundament automatisierter Steuerungsverfahren, lernender Systeme – Predictive Quality – sowie autonomer Prüfmethoden in der Qualität 4.0 bildet.“
Kohl, Topometric, sieht das Ganze etwas differenzierter: „Das Thema ist präsent und sollte für uns alle im Fokus stehen. In der Praxis gibt es aber bisher nur sehr wenige Umsetzungsbeispiele. Meiner Meinung nach liegt es an gewachsenen Fertigungsverfahren, die in sich teilweise sehr kompliziert sind. Heutige Prüfergebnisse von 3D-Scannern können zwar Zustände festhalten, jedoch ist jeweils der Prozessexperte derjenige, der diese zu verstehen weiß, um daraus Schlussfolgerungen zur Prozessoptimierung ableiten zu können.“ Das sieht auch Heitec-Experte Jobst so: „Zwar kann man anhand der Statistik erkennen, wann Fehler aufgetreten sind, aber das ist immer ein Blick in den Rückspiegel. Herausforderung an einen effizienten und funktionsfähigen Closed Loop wird sein, die gesammelten Daten systematisch aufzubereiten. Erst dadurch können verlässliche Aussagen zur Steigerung der Fertigungsqualität getroffen werden.“
Qualitätssicherung und Produktion sind nicht mehr getrennt in 15 Jahren
Welche Rolle wird die Automatisierung der Qualitätssicherung nach Meinung der Experten in 10 bis 15 Jahren spielen? „Qualitätssicherung und Produktion werden nicht mehr getrennt und unabhängig voneinander agieren, sondern als ganzheitlich integrierter Prozess funktionieren“, ist Scherer, Bruker Alicona, überzeugt. „Dieser Prozess basiert auf einfacher, schneller Interaktion zwischen Administrator und Maschinenbediener, hoher Messgenauigkeit, Kommunikation und Vernetzung mit bestehenden Produktionssystemen inklusive Anbindung and ERP- und QM-Systeme. Hersteller erhalten Echtzeiten zu Produktionstrends, ein Erstteil ist sofort ein Gutteil.“
Jobst, Heitec, sagt: „Anhand der Forderung einer Null-Fehler-Strategie müssen neue Fertigungskonzepte entwickelt werden, welche nicht nur bei End-of-Line-Prüfsystemen, sondern auch inline zum Tragen kommen. Im Detail bedeutet dies, dass die herkömmliche Automatisierungstechnik mit der Messtechnik verschmelzen wird, so dass bereits bei jedem automatisierten Montageschritt die nötige Fertigungsqualität erreicht wird.“
„Die Automatisierung der Qualitätssicherung folgt dem Trend der Produktion, wobei die Anwendung immer den Grad der Automatisierung bestimmt“, betont Bindel, Zeiss. „Neben dem Sicherheitsaspekt und einem erhöhten Durchsatz sind jetzt schon Qualitätsdaten die Grundlage, um Fertigungsprozesse zu optimieren. Das Datenhandling- und die Datenverknüpfung sind hier wichtige Treiber, um Regelkreise zu schließen und somit der Schlüssel zu mehr Produktivität.“ Topometric-Vertriebsexperte Kohl geht davon aus, dass sich in 15 Jahren „viele Prozesse nach dem Prinzip Messen & Regeln durchgesetzt haben werden. Durch immer zeitnah zur Verfügung stehende Messdaten können aufwendige Qualitätsaufgaben deutlich entlastet werden. Das bedeutet aber auch, dass mehr Experten benötigt werden, welche die Messsyteme in Prozessen warten, einstellen und kalibrieren.“
Hier finden Sie mehr über:




{kind=link}