


Mit seinem Bearbeitungszentrum 701S hat Willemin-Macodel einen Quantensprung in der Kleinteilebearbeitung erreicht. Dynamik und Steifigkeit der Delta-Kinematik werden aufgrund der Reduzierung der bewegten Massen umfassend ausgeschöpft. Zusammen mit der leistungsfähigen PC-basierten CNC-Technik von Beckhoff ließ sich auf diese Weise der Energieverbrauch auf ein Zehntel reduzieren und, je nach Werkstück, eine bis zu zehnmal kürzere Bearbeitungszeit erreichen.
Philippe Monnin, Vertrieb, Beckhoff Schweiz
„Unsere Kernkompetenz sind hochpräzise Maschinen zur Vollprozessbearbeitung“, berichtet Denis Jeannerat, Technischer Geschäftsführer von Willemin-Macodel. Das Unternehmen mit Sitz im schweizerischen Delémont ist spezialisiert auf Maschinen zur Kleinteilebearbeitung. „Wegen des schwierigen Fixierens der kleinen Werkstücke übernimmt die Maschine alle Bearbeitungsschritte – ohne die traditionelle Trennung in Dreh-, Fräs- und Schleifprozess.“ Hinzu kommt auch das Teilehandling, das heißt das sorgfältige Ein- und Ausbringen der Werkstücke. Ein Paradebeispiel dafür ist das zur EMO 2013 vorgestellte Bearbeitungszentrum 701S.
Die zugrunde liegende Idee klingt vordergründig einfach: In der Mikrobearbeitungsmaschine 701S kommt ein umgedrehter, quasi ‚auf den Kopf gestellter‘ Delta-Roboter zum Einsatz, der das zu bearbeitende Werkstück – und nicht wie üblich das Werkzeug – bewegt. „In unseren Märkten zeigt sich eine sehr starke Tendenz zur Miniaturisierung der Komponenten“, erläutert Jeannerat das Konzept. „Wir wollten daher eine Maschine entwickeln, bei der das Verhältnis von Teile- zu Maschinengröße stimmt.“ Um ein 2 oder 20 g schweres Teil zu bearbeiten, mache es keinen Sinn, einen 100 kg schweren Werkzeugschlitten in einer 3 m langen und 12 t schweren Maschine zu bewegen. „Viel besser ist es, die kleine Masse des Werkstücks anstelle des Werkzeugs zu bewegen.“ Auf diese Weise reduzieren sich die zu bewegenden Massen immens, von vielleicht 500 bis 800 kg für eine konventionelle Achse auf nur noch rund 2 kg. Und diese geringen Trägheitsmomente lassen sich auch mit einem Delta-Roboter beherrschen.
Das Grundkonzept der neuen Maschine basiert dementsprechend auf einer Parallelkinematik mit Delta-Struktur, die sich durch einen über drei Arme verbundenen Werkstückträger auszeichnet. Die für kleine Werkstücke – die Verfahrwege liegen binnen eines Volumens mit einem Durchmesser von 52 mm und 32 mm Höhe – ausgelegte Bearbeitungsstrategie der 701S stellt die rechenintensive ‚Kreisinterpolation‘ in den Mittelpunkt. Kennzeichen sind die sehr hohe Präzision und Wiederholgenauigkeit sowie geringe Empfindlichkeit gegenüber Temperaturschwankungen. Eine speziell entwickelte Hochleistungsmotorspindel, mit einer maximalen Drehzahl von 80.000 min-1 und ohne Werkzeughalter, sorgt zusätzlich für erhöhte statische und dynamische Steifigkeit, eine sehr hohe Auswuchtgüte sowie einen geringen Rundlauffehler.
Maschinenkinematik fordert die Steuerungstechnik
Was als Konzept so einfach klingt, erfordert allerdings sowohl in konstruktiver als auch in steuerungstechnischer Hinsicht viel Entwicklungsaufwand und Know-how, wie Denis Jeannerat verdeutlicht: „Es war für uns ein sehr langes Projekt, begonnen vor mehr als fünf Jahren. Vor allem die Mechanik und Antriebstechnik erforderten einen hohen Entwicklungsaufwand, um das dynamische Verhalten erhöhen und beherrschen zu können.“
Die Entscheidung, dabei PC-basierte Steuerungstechnik einzusetzen, fiel bereits zu Beginn des Projekts. Denn von Anfang an war klar, dass sich nur mit ihr die aufwändigen Kreisinterpolationen und ausreichend schnelle Regelkreise realisieren lassen würden. „Ziel war schließlich, eine extrem dynamische Maschine zu entwickeln“, betont der Technische Geschäftsführer. „Die entsprechend hohe dynamische Steifigkeit des Systems erreicht man gerade bei den reduzierten zu bewegenden Massen nur mit einem leistungsfähigen Industrie-PC, der die Regelkreisparameter äußerst schnell berechnen kann.“ Nach der Entscheidung für die PC-basierte Steuerungstechnik war deshalb der passende Lieferant schnell gefunden. „Wir haben verschiedene Systeme begutachtet und waren direkt von PC-Control überzeugt – und zwar nicht nur von der Technologie.“ Wichtig sei auch gewesen, dass Beckhoff über Know-how und industrielle Erfahrung verfügt.
Besonderen Wert legt Willemin-Macodel zudem auf eine hohe Flexibilität in der Maschinenkonstruktion. „Um unsere Maschinen möglichst flexibel gestalten zu können, benötigen wir unbedingt ein in jeglicher Hinsicht offenes System, sowohl bezüglich eines vielfältigen I/O-Spektrums als auch hinsichtlich der Kommunikation mit Subsystemen und der Anpassungsfähigkeit der Software“, so Jeannerat. Sehr wichtig sei beispielsweise die Kommunikation mit den notwendigen Handling- beziehungsweise Robotersystemen. „Hier profitieren wir einerseits von den in der Software Twincat bereits integrierten Kinematiken, können andererseits bei Bedarf aber auch sehr einfach eigene Lösungen einbinden.“ Dazu komme, dass man jede einzelne Maschinen genau an die Applikation anpasse, was ohne ein offenes Steuerungssystem fast nicht möglich sei. Um ein entsprechend modulares Baukastensystem für die Maschinen entwickeln zu können, müsse beispielsweise auch eine Steuerungssoftware – wie hier Twincat – modular aufgebaut sein und eine große Freiheit in der Programmierung bieten.
Beim Bearbeitungszentrum 701S hat sich die Offenheit von PC-Control unter anderem auch in der einfachen Anbindung eines speziellen Vision-basierten Werkzeugmesssystems gezeigt. Mit dessen Hilfe lassen sich die Werkzeuge beispielsweise bei Volldrehzahl und inklusive Rundlauffehler vermessen. Integriert wird das Messsystem ohne großen Aufwand über entsprechende PCI-Einsteckkarten im Beckhoff-Steuerungsrechner, dem so die großen Datenmengen direkt und sehr schnell zur Verfügung stehen. Der in der Maschine eingesetzte Schaltschrank-IPC C6920 mit 1,9-GHz-Intel-Celeron-Prozessor bietet hierbei für Denis Jeannerat neben der hohen Rechenleistung noch einen weiteren wichtigen Vorteil: „Der Industrie-PC baut sehr kompakt und benötigt daher nur wenig Platz im Schaltschrank der Maschine.“
CNC-spezifische Software und Bedieneinheit
Zu den Aufgaben von PC-Control zählen neben den komplexen Bahnberechnungen auch die Geschwindigkeits- und Lageregelung der Hochleistungsspindel. Somit werden insgesamt vier Achsen – der Delta-Roboter und die Spindel als zusätzliche Achse – extrem schnell angesteuert. Auf diese Weise sind sogar mit der Spindel spezielle Bearbeitungsmöglichkeiten gegeben, wie Hobeln oder Entgraten. Umgesetzt ist dies mit Twincat CNC, das heißt über eine reine Softwarelösung auf PC-Basis mit kompletter CNC-Funktionalität. Twincat CNC kann mit bis zu 64 Achsen/geregelten Spindeln arbeiten, die sich auf bis zu zwölf CNC-Kanäle verteilen lassen. In einem CNC-Kanal können bis zu 32 Achsen simultan interpoliert und damit auch schwierigste Bewegungsaufgaben gelöst werden. Als CNC-Bedieneinheit verfügt die 701S über ein kundenspezifisches ‚Economy‘-Control-Panel CP7912 mit 15-Zoll-Touchscreen sowie der integrierten DVI/USB-Extended-Technologie zum Absetzen des Panels vom PC in einer Entfernung von bis zu 50 m. Im IP65-geschützten, robusten Aluminiumgehäuse bietet das um eine Tastaturablage ergänzte Tragarm-Panel unter anderem zwölf Funktionstasten und zehn LED-beleuchtete SPS-Sondertasten. Hinzu kommt eine Tastererweiterung mit Not-Halt-Schalter, sechs Leuchtdrucktastern, Graycodeschalter (23 Stellungen) und Inkremental-Encoder. „Mit dem Control Panel lässt sich die Maschine äußerst komfortabel bedienen“, lautet das Fazit von Denis Jeannerat. „Zahlreiche Funktionen sind beispielsweise über die elektromechanischen Taster direkt integriert, was eine intuitive und damit sehr einfache Bedienung ermöglicht.“
Die Verbindung von intelligenter Konstruktion mit leistungsfähiger Automatisierung führte zu einer Maschine, die mit einer Stellfläche von rund 1 m2 nicht nur sehr kompakt baut, sondern vor allem hocheffizient ist. So verbraucht sie, insbesondere aufgrund der reduzierten zu bewegenden Massen, lediglich 2 kW Energie, um ein Kleinteil zu bearbeiten. Eine konventionelle Maschine benötigt hierfür 20 kW und mehr. „Mit einer sehr hohen Bahngenauigkeit von unter 0,2 Mikrometern – auch bei Vollgeschwindigkeit – erreicht die 701S, verglichen mit herkömmlichen Bearbeitungszentren, einen ebenfalls um den Faktor 10 besseren Wert“, so Jeannerat abschließend. Ein weiterer Vorteil liege im immensen Zeitgewinn für die Teilebearbeitung: „Je nach Komplexität des Werkstücks reduziert sich die Bearbeitungszeit um den Faktor 3 bis 10. So dauert beispielsweise die Bearbeitung einer Kupferelektrode nun nicht mehr länger als eine Stunde, sondern nur noch acht Minuten.“ co
Automatica: B5.309
„Die entsprechend hohe dynamische Steifigkeit des Systems erreicht man gerade bei den reduzierten zu bewegenden Massen nur mit einem leistungsfähigen Industrie-PC, der die Regelkreisparameter äußerst schnell berechnen kann.“
PRAXIS PLUS
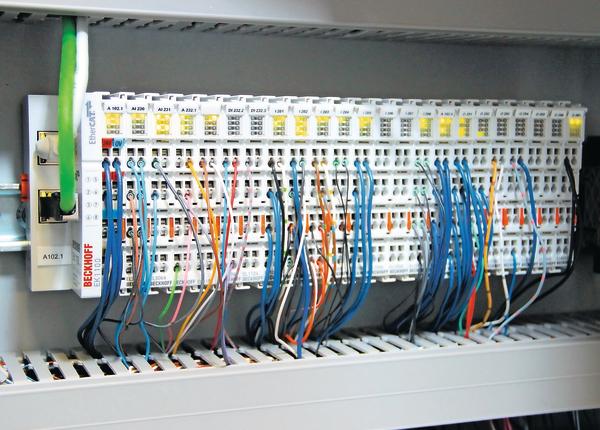
Mit Twincat CNC profitiert man von der in der traditionellen CNC-Welt ungewohnten Offenheit zur I/O-Peripherie und zum Antriebssystem. Unterschiedlichste I/O-Baugruppen können über alle gängigen Feldbussysteme angeschlossen werden. Die Antriebssysteme lassen sich ganz nach Bedarf sowohl per Analog-/Encoder-Schnittstelle als auch direkt, mit digitaler Antriebsschnittstelle, mit der CNC verbinden. Die I/O-Ebene des Bearbeitungszentrums 701S bilden 44 Ethercat-Klemmen, deren Informationen über zwei Ethercat-Koppler EK1100 an das Steuerungssystem übergeben werden. Erfasst werden die Daten unter anderem über Digital-Eingangsklemmen EL1124 beziehungsweise EL1008, Digital-Ausgangsklemmen EL2008, Analog-Eingangsklemmen EL3064 beziehungsweise EL3202, Analog-Ausgangsklemmen EL4002 sowie über Inkremental-Encoder-Interfaces EL5101.
Teilen:




{kind=link}