
Die APD-Schlauchtechnik GmbH lernte durch den Erwerb neuer Extruder Antriebs-, Sensorik- und Steuerungslösungen von Gefran für die Kunststoffextrusion kennen und schätzen. Nun sollen sukzessive auch ältere Maschinen damit aufgerüstet werden.
Katrin Broichhausen, Business Development Manager, Gefran Deutschland GmbH, Seligenstadt
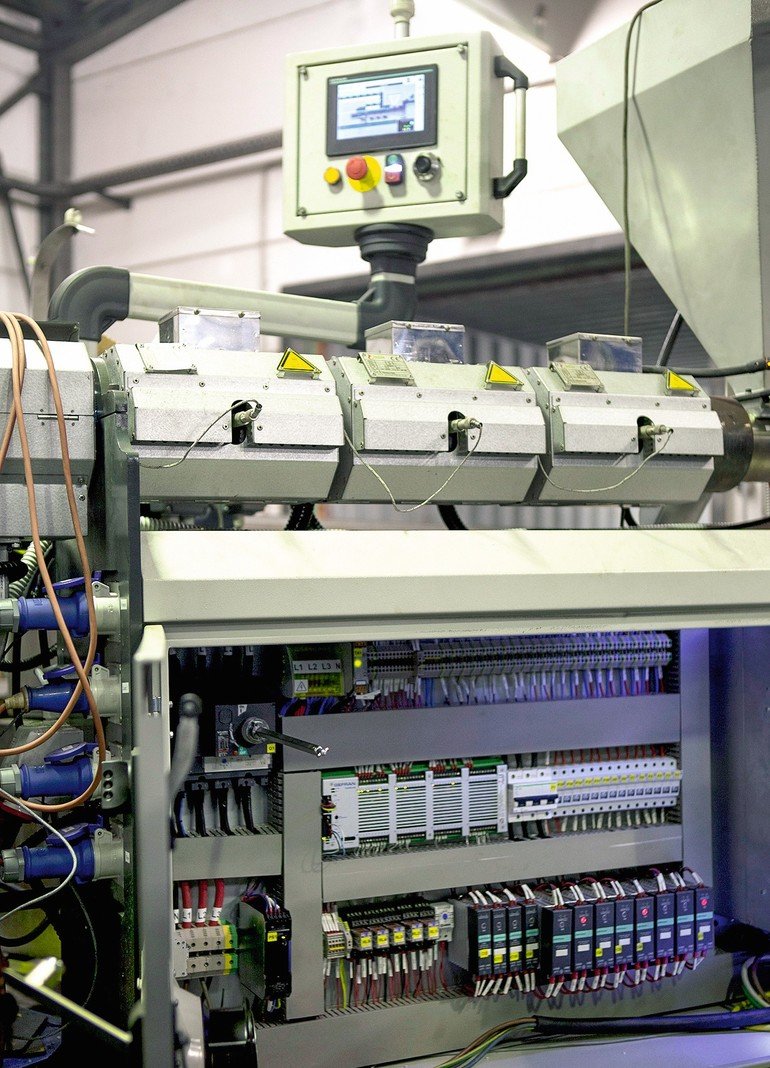
APD Petzetakis Schlauchtechnik (APD) produziert am Standort Schwalmtal im Dreischichtbetrieb Kunststoffschläuche aller Art. Das seit 2015 zur Schauenburg Gruppe gehörende Unternehmen setzt dazu auf 22 teils vollautomatischen Produktionslinien eine Vielzahl von Technologien ein. Zur Modernisierung und Erweiterung der Produktion von Gewebe-, monoextrudierten- und Spiralschläuchen erwarb der Hersteller im Laufe der vergangenen anderthalb Jahre sieben neue Extruder. Über diese Maschinen kamen die Schwalmtaler erstmals in Kontakt mit den Technologien für die Kunststoffextrusion aus dem Hause Gefran; denn alle neuen Extruder sind mit Frequenzumrichtern, Massedruckmessumformern und der Extru+-Steuerungssoftware des Spezialisten für Antriebstechnik, Sensorik und Automation ausgerüstet. „Unsere alten Extruder wurden und werden zum Teil noch durch ein wahres Sammelsurium von einzelnen Reglern, Motorstartern und Potentiometern kontrolliert “, erklärt Mike Frühe, Leiter Instandhaltung bei ADP. Die Nachteile waren zahlreich: So benötigten die vielen Einzelinstrumente viel Platz und waren komplex zu bedienen, denn jede Heizzone war mit einem eigenen Regler ausgestattet, der individuell zu handhaben war. Mit der Steuerung der neuen Extruder werden dagegen alle sechs Heizzonen über nur ein Gerät geregelt. Das spart Platz und erleichtert die Bedienung.
Extru+ – gebrauchsfertig & vollständig personalisierbar
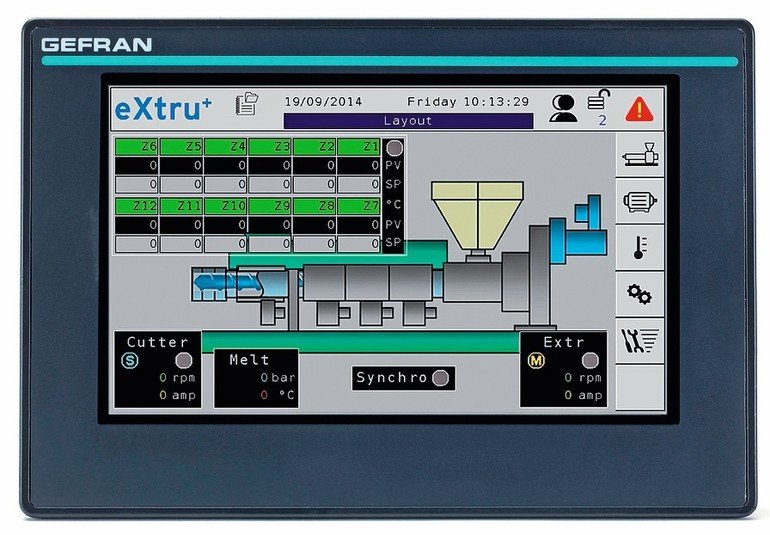
Die vorkonfigurierte Softwareanwendung Extru+ erlaubt die einfache und schnelle Steuerung eines einzelnen Extruders. Die vollständig personalisierbare Anwendung gestattet das Management von bis zu zwölf Temperaturregelzonen, die Konfiguration von zwei Motoren als Master/Slave und die Steuerung im Synchronbetrieb. Zur Optimierung der Energieeffizienz des Extrusionsprozesses bietet die Lösung die Funktionen „Energy Saving“ für die erste Aufheizphase und „Smart Power“ für die folgende Produktionsphase. Zusätzlich bietet das Software-Template zahlreiche Automatisierungsfunktionen wie unter anderem Alarm- und Rezeptverwaltung, vorbeugende Wartung, Trenddarstellungen von Temperatur und anderen analogen Größen oder den Fernzugriff, die Log-Datei des Bedienerzugriffs und die Wochenuhr für die Einschaltung der Temperaturregelung. „Wir hatten zunächst Bedenken, dass die Mannschaft die neue Steuerung nicht annehmen würde oder Probleme mit dem Touchdisplay hätten. Doch diese Sorge war unbegründet“, sagt Frühe. Die neue Technologie wurde gut angenommen. Unter anderem auch aufgrund der offensichtlichen Vorteile für die Bediener: Alle entscheidenden Daten werden übersichtlich auf einem Display dargestellt und die Temperatureinstellung für alle sechs Heizzonen erfolgt zentral. „Früher musste jede Heizzone einzeln geregelt werden. Heute ist das zwar auch noch möglich, doch wir können jetzt über die ±-Taste der Steuerung auch alle Heizzonen bei gleichbleibender Temperaturdifferenz mit nur einem Knopfdruck um denselben Betrag verändern. Dieses Feature kommt bei der Mannschaft sehr gut an“, so Frühe.
Doch nicht nur hinsichtlich Bedienbarkeit und Platzersparnis profitiert das Unternehmen von der Steuerung, mit der die neuen Extruder ausgestattet sind. Sie erhöht auch die Produktionssicherheit und verbessert die Qualitätskontrolle. „Wir fertigen in unseren Extrudern ganz unterschiedliche Produkte. Mit Extru+ können wir für jeden Artikel festhalten, wie er gefahren wurde“, erläutert Frühe. Experimente und ein mühsames Herantasten wie früher gehören damit der Vergangenheit an. Heute werden Prozesskenngrößen wie Material, Drücke, Temperatur, Drehzahlen etc. in der Rezeptverwaltung gespeichert und können bei Bedarf jederzeit wieder abgerufen werden. Zudem bietet die eXtru+ die kontinuierliche Überwachung der Ströme an. Sie gibt bei kritischen Veränderungen – beispielsweise wenn ein oder mehrere Heizelemente nicht mehr funktionieren – einen Alarm aus. Das hat insbesondere für die Wartung große Vorteile, denn das Problem ist sofort lokalisiert und eine aufwendige Ursachensuche ist damit jetzt nicht mehr erforderlich. Zudem werden durch den rechtzeitigen Alarm Folgeprobleme und kostenintensive Produktionsausfälle verhindert.
Füllmedienhaltige Massedruckmessumformer
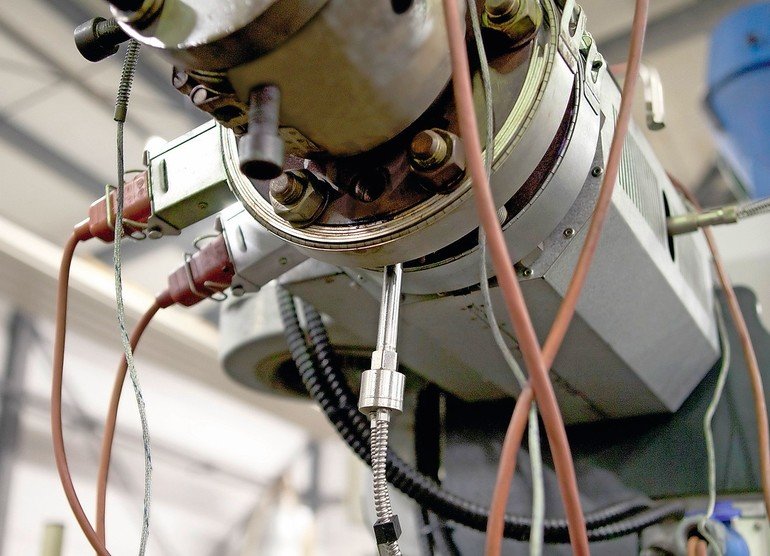
Neben der Steuerung ist auch die Ausstattung der Extruder mit Massedruckumformern neu. Die alten Maschinen von APD kamen ohne diese Sensoren aus. Das hätte schnell zu einem Sicherheitsproblem werden können. Schließlich bauen Extruder im Betrieb sehr hohe Drücke von stellenweise bis zu 430 bar auf. Dieser Druck lässt sich ohne Massedruckmessumformer nicht präzise messen. Überschreitet er im Betrieb den kritischen Wert, kann schnell die ganze Produktionslinie stillstehen. Um dies zu vermeiden, musste der jeweilige Werker daher stets seine ganze Aufmerksamkeit dem Extruder widmen. Die neuen Aggregate verfügen über Massedrucksensoren vom Typ MN mit flexibler Verbindung und Performance Level ‚c‘. Damit entsprechen sie vollumfänglich den Sicherheitsvorgaben der Maschinenrichtlinie. Der Sensor löst bei Erreichen eines vorgegebenen kritischen Werts (Druck und Temperatur) einen Voralarm aus und macht den Werker auf diese Weise auf ein Problem aufmerksam. Diese kann bei Bedarf umgehend eingreifen. Handelt es sich nicht nur um eine vorrübergehende Störung, sondern steigen Druck und/oder Temperatur weiter an, leuchtet eine rote Lampe auf und der Extruder schaltet ab. „Die bewegliche Verbindung des MN gibt uns die Möglichkeit, den Messkopf mit der empfindlichen Elektronik so zu positionieren, dass er vor mechanischen Beeinträchtigungen geschützt ist“, erklärt Mike Frühe. So könne beispielsweise beim Spritzkopfwechsel schon mal eine Werkzeug oder Bauteil herunterfallen und dadurch der Sensor zerstört werden. Daher sei es schon besser, wenn die Elektronik mithilfe der flexiblen Verbindung außerhalb des Gefahrenbereichs platziert werden könne. Die Massedruckmessumformer der Serie MN wurden speziell für die Erfassung des Massedrucks in Umgebungen mit hohen Temperaturen bis 400 °C konzipiert. Das Konstruktionsprinzip basiert auf der hydraulischen Druckübertragung. Die mechanische Belastung wird dabei über eine nicht komprimierbare Flüssigkeit übertragen und der Druck via DMS-Technik in ein elektrisches Signal umgeformt.
Aufrüstung älterer Maschinen
APD ist mit der Gefran-Technologie – speziell der Extru+-Steuerung – so zufrieden, dass einige ältere Maschinen im laufenden Jahr mit der Steuerung und den Sensoren aufgerüstet werden sollen. Zudem hat die ebenfalls zur Schauenburg Gruppe gehörende Vacuflex GmbH bereits eine Steuerung beim Herstellerangefragt. jg
Teilen:




{kind=link}