


In einer komplexen Fertigungslinie konnte der Maschinenbauspezialist Kraft für einen großen Türenhersteller die variantenreiche Produktion von hochwertigen Türzargen bis hinab zur Losgröße Eins realisieren. Entscheidend war das Zusammenspiel von Mechanik und Automatisierungstechnik aus einer Hand in Verbindung mit durchgängiger Steuerungs- und Antriebstechnik von Beckhoff.
Der Autor: Stefan Sieber, Branchenmanagement Holzbearbeitung, Beckhoff Automation
Unser Kunde profitiert davon, dass er aus einer Hand sowohl die Mechanik als auch die Automatisierungstechnik erhält, kombiniert mit langjähriger Erfahrung“, berichtet Tobias Walkenfort, Leiter Automatisierungstechnik bei der G. Kraft Maschinenbau GmbH in Rietberg-Mastholte. Das Unternehmen, spezialisiert auf Sondermaschinen in den unterschiedlichsten Bereichen, verfügt über umfangreiches Know-how vor allem im Bereich Türen- und Zargenfertigung. Ein aktuelles Beispiel ist eine Türzargen-Fertigungslinie für einen Hersteller von Türen mit Echtholzfurnier. Die Herausforderung dabei: Die komplexe, zirka 46 m breite und 110 m lange Anlage muss im Gegensatz zu kompakt aufgebauten Bearbeitungszentren das Optimum hinsichtlich Taktleistung als auch Produktflexibilität sprich Varianz bieten.
„Die Taktzeit liegt bei sehr kurzen 20 Sekunden, das heißt pro Minute liefert die Anlage drei komplette Türzargen – das so genannte Loch aus zwei Längszargen und einem Querteil“, so Tobias Walkenfort weiter. „Die enorme Leistungsfähigkeit der Produktionslinie wird klar, wenn man bedenkt, dass es hier nicht um die Standardloch-Fertigung geht“, ergänzt Andreas Wapelhorst, Technischer Leiter bei Kraft. „Es lässt sich vielmehr eine äußerst flexible, gemischte Produktion realisieren – konkret eine sehr große Teile- beziehungsweise Produktvarianz abbilden bis hinab zur Losgröße Eins.“ Die hohe Varianz resultiert aus der Zargengröße in Verbindung mit verschiedenen Ausgangsmaterialien, Dekoren, Dichtungsarten und Beschlägen.
Auf Flexibilität und hohe Stückzahlen ausgelegtes Anlagenlayout
Typische Bearbeitungszentren, bei denen eine einzelne Maschine den kompletten Bearbeitungsprozess übernimmt, eignen sich vor allem für die Fertigung von Sondertüren in kleinen Stückzahlen. Eine dezentralisierte Anlage – wie die aktuelle Zargen-Fertigungslinie – verteilt hingegen die verschiedenen Bearbeitungsschritte auf mehrere Maschinen und ist somit prädestiniert für die hohen Stückzahlen einer Serienproduktion. Dass sich dabei dennoch eine enorme Produktvarianz bis hin zur Losgröße-Eins-Fertigung abbilden lässt, erreicht Kraft mit einem individuell ausgelegten Anlagenlayout und durchgängiger Steuerungs- und Antriebstechnik.
Der Bearbeitungsprozess beginnt mit dem Einfahren und Vereinzeln der gestapelten Futterbretter. Hierbei identifiziert ein Barcodeleser jedes Teil, damit dieses sich mit der passenden Falz- und Zierbekleidung kombinieren lässt. Die in zwei parallelen Bearbeitungslinien entstandenen Rohteile müssen dann auf drei Linien – jeweils für ein Zargenquer- und zwei -längsteile – aufgeteilt werden, um auch im weiteren Verlauf mit der zeitaufwändigeren Enden-, Band- und Schließblechbearbeitung sowie der automatischen Band- und Schließblechmontage die hohe Taktrate sicherzustellen. Nach dem Einziehen und Kappen der Dichtungen folgt dann das Demontieren der einzelnen Zargenteile für das abschließende Verpacken an Handarbeitsplätzen.
Durchgängige und skalierbare Systemlösung
Die Fertigungslinie wird durchgängig PC-basiert gesteuert. „Die hohe Performance von PC-Control war einer der entscheidenden Vorteile“, erläutert Tobias Walkenfort. „Mit der zuvor eingesetzten SPS-Technik sind wir zunehmend an Grenzen gestoßen, so dass zusätzliche, überlagerte Steuerungen – beispielsweise für die Koordination der verschiedenen Teiletransporte – notwendig gewesen wären.“ Von Vorteil ist auch die gute Skalierbarkeit des Beckhoff-Steuerungssystems, insbesondere auch hinsichtlich der Software. So erfordert die realisierte Produktionsanlage eine sehr hohe SPS-Funktionalität, beinhaltet aber zusätzlich auch ein gewisses Maß an CNC-Aufgaben. „All diese Aufgaben ließen sich durch die hohe Skalierbarkeit von PC-Control in Verbindung mit der Software Twincat optimal umsetzen.“
Einen weiteren Vorteil sieht Walkenfort in der leistungsfähigen und durchgängigen Kommunikationstechnik von PC-Control: „Ethercat ist als I/O- und Antriebsbus extrem performant, einfach in Betrieb zu nehmen und im Markt auch bei Drittanbietern sehr weit verbreitet. Die Kommunikation über Twincat ADS von der Steuerungs- zur Fertigungsleitebene bietet zudem den großen Vorteil, dass geänderte Steuerungsdaten automatisch gemeldet werden.“ Damit entfalle das bei der SPS-Technik notwendige Datenpolling, was die Netzwerklast reduziere und die Reaktionszeiten deutlich verkürze. „Hinzu kommt die Realtime-Ethernet-Kommunikation zwischen den einzelnen Steuerungen, inklusive der Übertragung sicherheitsrelevanter Daten – mit ihr lassen sich beispielsweise Prozessfreigaben zwischen den einzelnen Produktionsbereichen sehr einfach und komfortabel realisieren.“
Kraft profitiert laut Tobias Walkenfort insgesamt von der Offenheit des Beckhoff-Systems, zum Beispiel bei der Realisierung eines einheitlichen Bedienkonzepts für SPS, CNC und Fertigungsleitrechner. Schließlich müsse gerade eine Anlage mit solch hohem Komplexitätsgrad einfach bedienbar bleiben. Die Offenheit sei zudem entscheidend bei der Einbindung in das Unternehmensnetzwerk, zum einen für eine komfortable Fernwartung und zum anderen zur individuellen Kopplung des Fertigungsleitrechners an die zentrale Dateninfrastruktur des Kunden. Im letzteren Fall hat Kraft als Dienstleistung auch den entsprechenden Datenaustausch realisiert.
Architektur mit einem Leit- und zehn Steuerungsrechnern
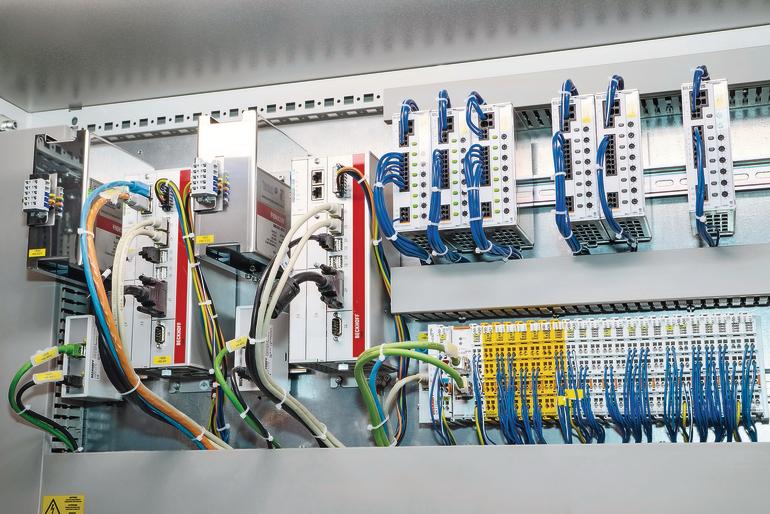
Neben zahlreichen Servomotoren verdeutlicht vor allem die große Anzahl an digitalen Ein- und Ausgängen die Komplexität der Gesamtanlage: Mehr als 3700 Ein- und 2100 Ausgänge sind über Ethercat-Klemmen realisiert. Zentral gesteuert wird all das über einen als Fertigungsleitrechner fungierenden Schaltschrank C6930 mit Intel-Core-i7-Prozessor sowie über ein Multitouch-Control-Panel CP3921 mit Tastererweiterung. Die hohe Rechenleistung ist erforderlich, da der Leitrechner insgesamt zehn verteilte Steuerungsrechner betreut, gleichfalls Schaltschrank-PCs vom Typ C6930. Zudem spiele die Optik des Bedienpanels eine wichtige Rolle, da sie einen sehr wertigen und designorientierten Eindruck vermittele, betont Walkenfort abschließend.
Teilen:




{kind=link}