

Optische Messverfahren spielen eine entscheidende Rolle bei der zunehmenden Automatisierung von Fertigungs- und Prüfprozessen. Mit modernsten Verfahren der Laser-Triangulation werden Verfahrwege, Maschinenpositionen und produzierte Bauteile vermessen und deren Messpunkte schnell, präzise und sicher aufgenommen.
Mit dem Triangulationsprinzip werden Abstände gegen ein breites Spektrum von Materialoberflächen gemessen. Dabei kommen verschiedene Messverfahren zum Einsatz: Die Messung von Weg, Abstand und Position per Laserpunkt-Triangulation und die Profil- und Spaltmessung per Laserlinien-Triangulation. Die Sensoren optoNCDT 1320 und 1420 von Micro-Epsilon wurden überarbeitet und lassen sich noch vielfältiger einsetzen. Die zusätzlichen Messbereiche von 100 bzw. 200 mm schaffen noch mehr Anwendungsmöglichkeiten in der Weg-, Abstands- und Positionsmessung.
Die Laser-Triangulationssensoren messen berührungslos und verschleißfrei Weg, Abstand und Position. Dank der zusätzlichen Messbereiche können sie für Messaufgaben eingesetzt werden, bei denen ein großer Messbereich gefordert ist. Der optoNCDT 1320 ist ab sofort auch mit 100 mm Messbereich erhältlich, der optoNCDT 1420 mit 100 und sogar 200 mm.
Die optoNCDT-Sensoren liefern präzise Ergebnisse bei kleiner Baugröße. Sie bieten dabei eine große Performanz und eine breite Anwendungsvielfalt. Die Sensoren zeichnen sich durch das innovative Webinterface und die einfache Bedienung aus. Per Quality-Slider lässt sich die Messaufgabe auswählen. Eine zusätzliche Optimierung der Messaufgaben wird durch die Anzeige des Videosignals, der Auswahl des Signalpeaks und einer individuell einstellbaren Signalmittelung möglich. Über die ROI-Funktion (Region of Interest) können beispielsweise Störsignale im Hintergrund ausgeblendet werden. Über die Multifunktionstaste am Sensor kann bei einfachen Messaufgaben eine Sofortinbetriebnahme erfolgen. Neben der Elektronikproduktion eignen sich diese Laser-Triangulationssensoren für die Verpackungsindustrie, Holzindustrie, Logistik, Medizintechnik, in Lasergravieranlagen und den Maschinenbau.
Laseroptische Dickenmessung
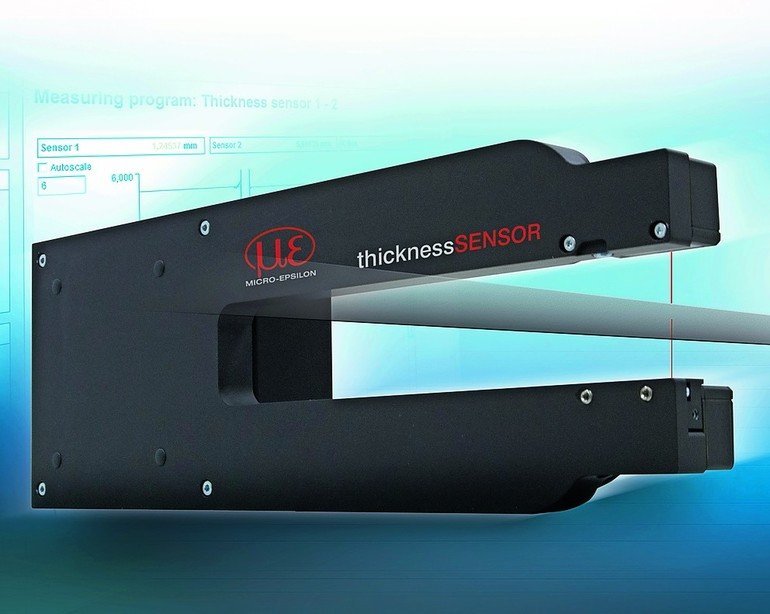
Eine besondere Anwendung der Lasertriangulation ist die Dickenmessung. Der thicknessSensor von Micro-Epsilon eröffnet dazu vielfältige Anwendungsmöglichkeiten auf dem Gebiet der berührungslosen Dickenmessung. Der Sensor arbeitet präzise und bietet eine kompakte Bauweise sowie einfache Bedienung. Die Messungen erfolgen berührungslos und verschleißfrei. Beim thicknessSensor handelt es sich um ein fertig montiertes System zur berührungslosen Dickenmessung von Band- und Plattenmaterial, wie Metall oder Folien. Das System besteht aus zwei Laser-Triangulationssensoren, welche gegenüberliegend an einem Rahmen montiert sind und von beiden Seiten gegen das Messobjekt messen. Das System lässt sich ohne aufwändiges Ausrichten der Sensoren auf einfache Weise integrieren. Dank der kompakten Bauweise kann es auch in beengte Bauräume mühelos eingebunden werden.
Die Materialdicke wird nach dem Differenzprinzip erfasst. Zwei Laser-Triangulationssensoren sind an einem stabilen Rahmen gegenüberliegend platziert und messen berührungslos von oben und unten gegen die Materialoberfläche. Die im Rahmen integrierte Auswerteeinheit verrechnet die Dickenwerte und gibt sie analog über Spannung und Strom oder digital über Ethernet und USB aus.
Das Bedienkonzept des thicknessSensors erfolgt über ein intuitives Webinterface erfolgt. Hier lassen sich für die jeweilige Messaufgabe individuelle Presets laden. Bis zu acht benutzerspezifische Einstellungen können in der Setup-Verwaltung gespeichert und exportiert werden. Durch die Auswahl des Signalpeaks, der Anzeige des Videosignals oder der frei einstellbaren Signalmittelung bieten sich Möglichkeiten zur Optimierung der Messaufgabe.
Präzision macht blau
Mit der Laser-Triangulation werden Verfahrwege, Maschinenpositionen und produzierte Bauteile vermessen und deren Messpunkte päzise und sicher aufgenommen. Abhängig von den erforderlichen Eigenschaften der jeweiligen Anwendung arbeiten diese Sensoren mit rotem oder blauem Laserlicht.
Der rote Laser ist seit den 90er Jahren eine bewährte Technologie in der Messtechnik, die für viele Anwendungen in unterschiedlichen Branchen schnelle und hochgenaue Ergebnisse liefert. Micro-Epsilon entwickelte die Technologie des roten Lasers weiter und präsentierte vor einigen Jahren die Blue-Laser-Technologie, die zunächst in Laser-Punkt-Sensoren zum Einsatz kam. Die Blue-Laser-Technologie kommt in der Regel dann zum Einsatz, wenn der rote Laser seine Grenzen erreicht. Das blaue Licht dringt im Gegensatz zum roten nicht in das Messobjekt ein und bildet einen scharfen Punkt bzw. eine scharfe Linie ab. So können vor allem organische oder semitransparente Objekte zuverlässig vermessen werden. Insbesondere bei glühenden Objekten hat der blaue Laser Vorteile. Er bietet einen maximalen spektralen Abstand zum Infrarotlicht und zeigt sich daher unempfindlich bei roter Strahlung, wie sie beispielsweise bei glühenden Metallen auftritt. Sensoren mit rotem Laser liefern bei rot glühenden Metallen fehlerhafte Signale, da der hohe Anteil der infraroten Strahlung das Sensorelement beeinflusst.
Die Lasersensoren mit rotem Laserlicht sind jedoch mit höheren Laserklassen verfügbar und liefern eine höhere Lichtintensität als das blaue Laserlicht. Rot ist damit vor allem bei dunklen Oberflächen besser geeignet. Besonders deutlich wird dies bei frisch extrudiertem, schwarzem Reifengummi, der viel Licht absorbiert. Das blaue Laserlicht wird von der schwarzen Oberfläche verschluckt, während das rote Laserlicht ausreichend reflektiert. Bei glänzenden Metallen und rauen Oberflächen sind mit dem roten Laser mehr Informationen zur Bildung eines Mittelwerts abrufbar, während das blaue Licht bei glatten Oberflächen genauere Ergebnisse zulässt.
Im Allgemeinen ist für jeden Anwendungsfall zu prüfen, welches Laserlicht für die vorgegebene Messaufgabe idealer geeignet ist und in Folge präzisere Ergebnisse liefert. Abhängig vom Messobjekt dringt bei herkömmlichen roten Lasern das Licht in das Objekt ein. Je nachdem, aus welchem Material das Messobjekt besteht, tritt dieser Effekt weniger stark oder verstärkt auf. Das ist gerade bei organischen Messobjekten der Fall, bei denen das rote Laserlicht aufgrund der Wellenlänge deutlich in die Oberfläche des Messobjekts eindringt und dort gestreut wird. Dadurch wird an der Oberfläche kein scharfer Laserpunkt oder eine scharfe Laserlinie abgebildet, was die Ermittlung des Abstandes erschwert. Das blau-violette Laserlicht dringt durch seine kürzere Wellenlänge im Vergleich zum roten Laser kaum in das Messobjekt ein. Der blaue Laser sorgt damit für stabile und präzise Ergebnisse auf Messobjekten, bei denen der rote Laser an seine Grenzen stößt. ge
Kontakt

info
Micro-Epsilon Messtechnik GmbH
Ortenburg
Tel. +49 8542 168-0
Weitere Informationen über das Prinzip der Lasertriangulation:
t1p.de/eqm0
Teilen:




{kind=link}