
Forderungen nach einer zunehmend flexiblen Produktion steigern die Nachfrage nach automatisierten Lösungen zur Werkzeugverwaltung. Schneidwerkzeuge werden heute häufiger gewechselt als in der Vergangenheit. Damit gerät die klassische visuelle Identifikation über Seriennummern an ihre Grenzen, ebenso wie die manuelle Datenpflege. Diese ist fehleranfällig, der Werkzeuglebenszyklus ist nur mit viel Aufwand zu verwalten und oftmals sind Werkzeugdaten unübersichtlich. Durch effizientes Werkzeugmanagement wollen die Unternehmen die Werkzeugleistung und Produktlebensdauer deutlich erhöhen, die Produktionskosten senken und die Bearbeitungsqualität steigern.
Anforderungen an Werkzeugmanagementsysteme steigen stetig
Werkzeugmanagementsysteme müssen unterschiedliche Abläufe verarbeiten können, wie verschiedene Lieferarten, hohe Stückzahlen und häufige Ein- und Auscheckvorgänge. Ohne eine zuverlässige Identifikationstechnologie können solche Managementsysteme leicht unübersichtlich werden. Auch eine schlechte Umgebung oder ein fehlerhafter Betrieb können zu Durcheinander und Datenverlust führen. Geschieht dies häufig während des Werkzeugeinsatzes, hat das Auswirkungen auf die Produktionseffizienz und kann zu Qualitätsproblemen führen bis hin zu Ausschuss oder Rückläufern.
Konventionelle Werkzeugverwaltungssysteme nutzen bislang im Wesentlichen optische Identifikationstechnologien, um Werkzeugdaten zu speichern, beispielsweise die Lasergravur. Bei dieser werden werkzeugbezogene Daten mit einem Laser auf die Oberfläche des Schneidwerkzeugs eingraviert. Diese Methode ermöglicht eine längerfristige Datenaufzeichnung und eine effizientere Werkzeugverwaltung. Die Datenmenge, die auf der Oberfläche eingraviert wird, ist begrenzt. Im schlimmsten Fall kann die Lasergravur zudem die Struktur des Schneidwerkzeugs beschädigen und so die Produktlebensdauer beeinträchtigen. Hinzu kommt, dass die meisten Graviergeräte teuer in der Anschaffung sind.
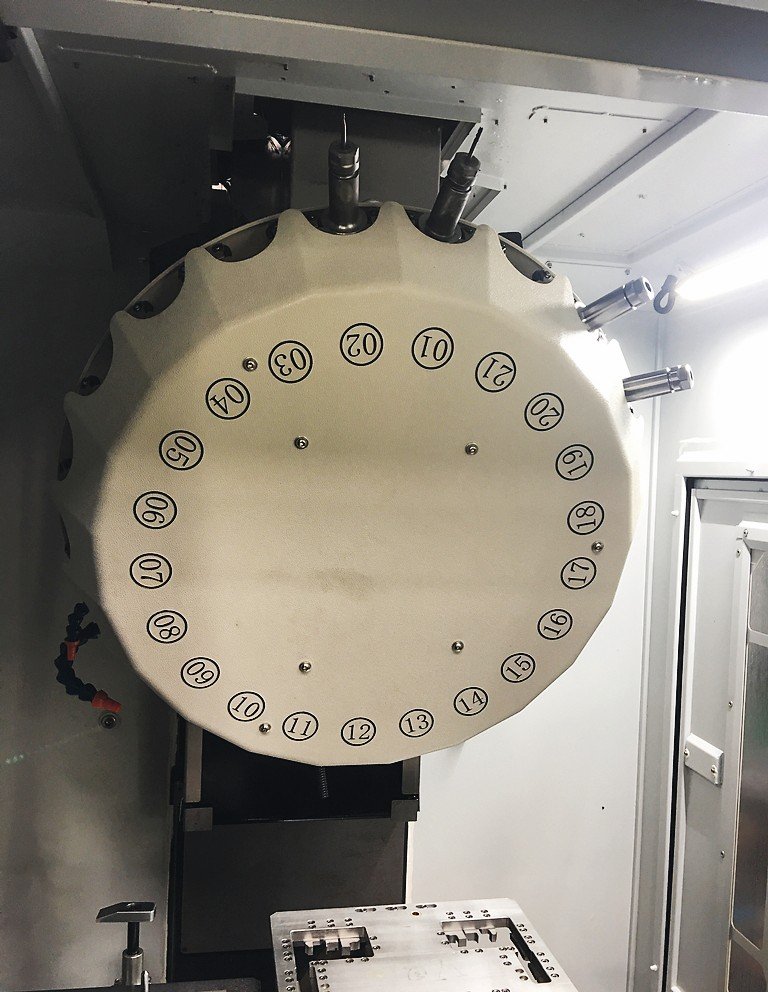
Eine andere Möglichkeit ist die Identifikation mittels funkbasierter RFID-Technologie. Die ersten Systeme dieser Art werden bereits eingesetzt, arbeiten aber noch nicht wirklich effizient. Bei den üblichen Systemen befindet sich der Schreib-Lese-Kopf auf einem Zylinder, der diesen vor und zurückbewegt, um die Daten vom RFID- Datenträger am Werkzeug auszulesen. Dieser Tag ist im Werkzeughalter eingebettet. Um ein Werkzeug zu erfassen oder zu wechseln, muss der Revolver mit dem betreffenden Werkzeug zunächst die unterste Position anfahren. Der Zylinder mit dem Schreiblesekopf muss zudem einen kompletten Weg zum Revolver und zurück fahren. Damit steigt die Gesamtlesezeit für ein einziges Schneidwerkzeug auf 6,5 s. Alle 20 Schneidwerkzeuge eines Revolvers an einer einzigen CNC-Maschine auszulesen, würde über 2 min dauern. Das senkt die Produktionseffizienz der CNC-Maschine erheblich. Außerdem führt die häufige Bewegung zu Verschleiß an der Maschine. Sollte darüber hinaus der Schreib-Lese-Kopf aufgrund einer Fehlfunktion am Zylinder oder aus einem anderen Grund nicht sofort zurückgezogen werden können, kann dieser mit dem Schneidwerkzeug kollidieren.
Optimierte Werkzeugerkennung mittels RFID
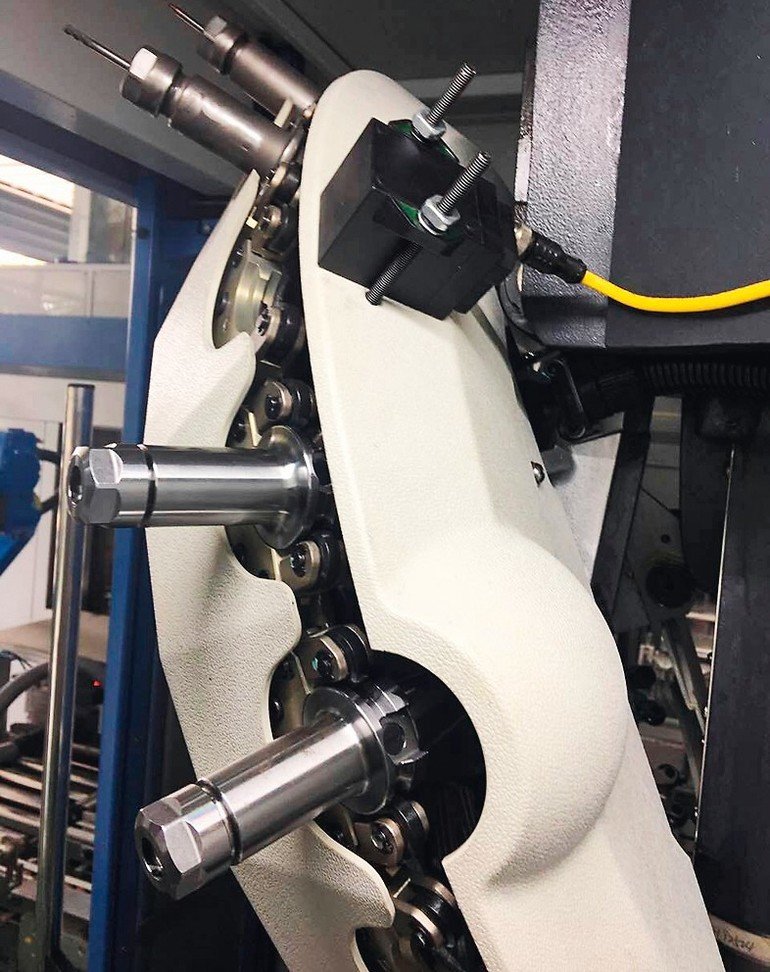
Die RFID-Lösung BL ident von Turck setzt genau an diesem Problem an: Schreib-Lese-Köpfe mit einem erweiterten Erfassungsbereich können direkt auf der Trägerplatte des Werkzeugrevolvers montiert werden. Somit sind die Daten der RFID-Tags auf dem Werkzeughalter direkt durch die nichtmetallische Rückplatte lesbar – und zwar ohne einen Zylinder, der den Kopf vor und zurück bewegt. Eine einfache Drehung des Revolvers genügt, um alle Schneidwerkzeuge auf einer CNC-Werkzeugmaschine zu identifizieren. Alle Informationen zu den Schneidwerkzeugen können in nur 10 s eingelesen werden. Turcks RFID-Schreib-Lese-Köpfe haben die Schutzart IP69K, die RFID-Tags IP68. Damit ist das System resistent gegen Feuchtigkeit und Wasser und eignet sich auch für den Einsatz in feuchter Umgebung. Die Tags haben einen frei nutzbaren Speicher von 128 Byte. Dies ermöglicht die Speicherung großer Datenmengen und verwandelt sie quasi in eine mobile Datenbank.
„Turcks modulares Prinzip macht die Auswahl des passenden RFID-Systems einfach und bequem. Alles, was wir für verschiedene Protokolle benötigen, ist ein anderes Gateway. Und sollte das Protokoll Profinet, Ethernet/IP oder Modbus TCP sein, reicht sogar ein einziges Multiprotokoll-Gateway aus, das alle drei unterstützt“, sagt Gao Xianghui, Projektleiter des chinesischen Systemintegrators Qingdao Mesnac, über Turcks BL-ident-System. „Das einfache Design der RFID-Module vereinfacht die Programmentwicklung und macht die Verwendung von Funktionsblöcken überflüssig. Schreib-Lese-Operationen können direkt über die Ein- und Ausgänge gesteuert werden.“ Der Erfassungsbereich von 44 mm erfüllt die Installationsanforderungen vor Ort und verhindert, dass Schreib-Lese-Köpfe durch Kollisionen beschädigt werden.
BL ident überzeugt durch modulares Design
Im Werkzeugmanagement und der Werkzeugidentifikation kann RFID im HF-Bereich all seine Vorteile ausspielen: schnelle Identifikation, Stabilität gegenüber Interferenzen und Tags mit hoher Speicherkapazität. Das Hinzufügen von RFID-Schreib-Lese-Köpfen zu automatisierten Werkzeugwechselsystemen ermöglicht ein schnelles Lesen von Daten auf RFID-Tags an Werkzeughaltern, wodurch Merkmale wie automatische Werkzeugidentifikation, automatisierte Montage und die Verfolgung über den gesamten Lebenszyklus eines Werkzeugs hinweg realisiert werden. Dies wiederum erhöht die Produktionseffizienz und die Werkzeugauslastung bei gleichzeitiger Senkung der Produktionskosten und der Ausschussquote. Da die RFID-Technologie immer weiter perfektioniert und weltweit immer populärer wird, werden RFID-Tool-Management-Systeme, die zudem Internet-Technologie integrieren, zum bevorzugten Identifikationssystem für Verarbeitungs- und Fertigungsunternehmen werden. ge
Weitere Informationen über die Ident-Lösungen




{kind=link}