

Für die Paarung von Lagern und Kugeln ist bei Kugellagern eine hohe Genauigkeit bei der Kontrolle erforderlich. Um Kosten durch fehlerhafte Chargen gering zu halten, bietet Mesure-Systems-3D (MS3D) ein Inline-Prüfsystem speziell für Kugellager an, mit dem Geometrie sowie Formdefekte reproduzierbar mit einer totalen Abweichung von 0,3 bis 0,5 µm getestet werden können.
Bettine Kuhnert, freie Journalistin, München
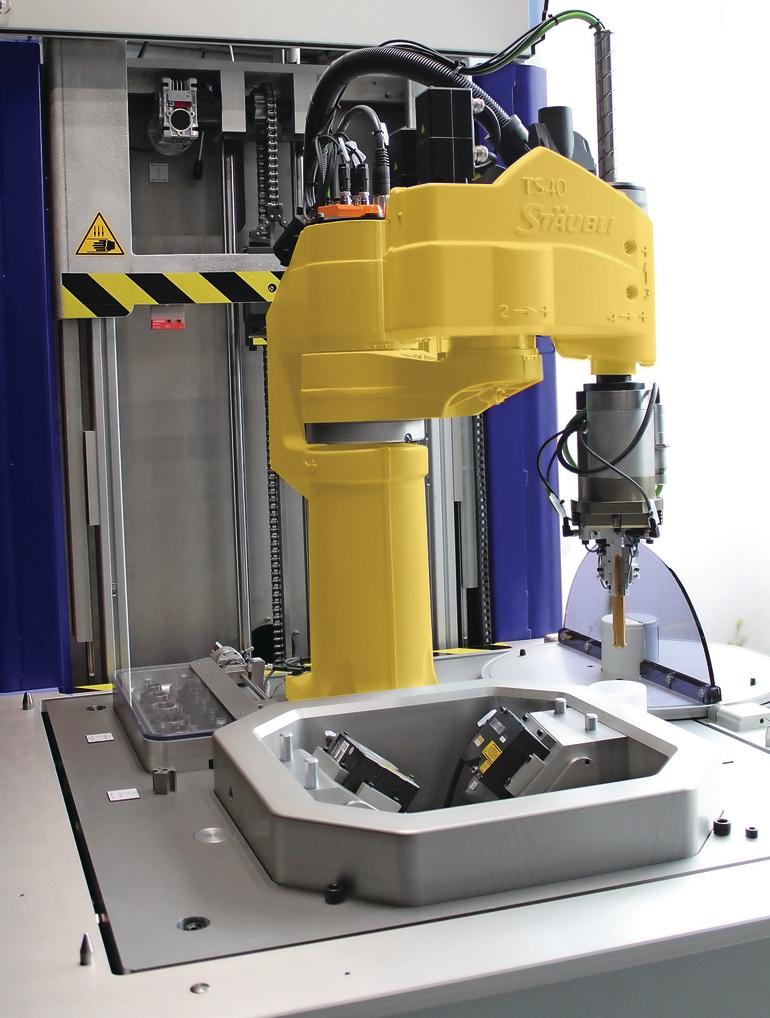
Der Takt für die Herstellung von Kugellagern liegt zwischen ein und zwei Sekunden. Diese Geschwindigkeit muss auch die Prüfmaschine – bei gleichzeitiger Einhaltung der geforderten Genauigkeit – selbst unter widrigen Umgebungsbedingungen halten können. Deshalb wurden für das neue Prüfsystem des französischen Unternehmens Mesure-Systems-3D (MS3D) verschiedene Veränderungen an der bewährten RingInspection-Maschine vorgenommen, die gewissermaßen die Grundarchitektur der Weiterentwicklung für Kugellager darstellt.
Bisher konnte damit nur die Geometrie überprüft werden. Formdefekte hingegen blieben unentdeckt, da die Maschine zwar in der Lage war, die Gestalt einer Kugel zu erkennen, aber den Durchmesser nicht gleichermaßen gut erfassen konnte. Damit die Kugel später perfekt in das Lager passt, muss jedoch insbesondere der Torus genau stimmen. Die Toleranz liegt dabei zwischen 2 und 3 µm, wobei die Reproduzierbarkeit der Messergebnisse nach Herstellervorgabe sehr hoch sein muss.
Totale Abweichung liegt bei nur 0,3 bis 0,5 µm
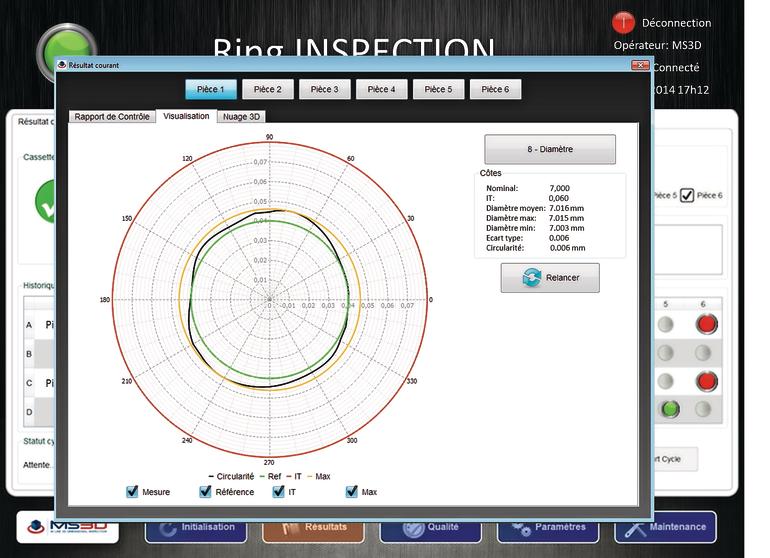
Die Geometriemessung ist deshalb von so großer Bedeutung, weil die Lager in Klassen mit einem Abstand von 1 bis 1,5 µm sortiert werden. Liegt die totale Abweichung über 0,5 µm, besteht die Gefahr, dass die dazugehörige Kugel nicht passgenau darin laufen kann. Mit dem neuen System, das MS3D Anfang 2015 auf den Markt bringt, können sowohl die absolute Geometrie als auch Formdefekte reproduzierbar mit einer totalen Abweichung von 0,3 bis 0,5 µm getestet werden. Um diese engen Toleranzen einhalten zu können, werden die Teile so fixiert, dass Winkel und Abstand des Sensors zum Teil verändert werden können, statt dass die Sensoren wie bisher ihre feste Position beibehalten. Dafür muss jeder Sensor zuvor mit einem entsprechenden Masterteil kalibriert werden. Die Messung selbst erfolgt kontinuierlich über 360° mittels Laserlinien-Triangulation über die chromatisch kodierte konfokale Abstandsmessung.
Typischerweise werden für die Prüfung von Kugellagern drei oder vier Sensoren verbaut, über die rund 20 Millionen Datenpunkte gewonnen werden können. Während sich der Prüfling dreht, wird die Punktewolke, die die Sensoren generieren, mit den Referenzwerten verglichen, wobei die Ungenauigkeit unter 1 µm liegen sollte. Darüber lassen sich Innen- und Außengewinde auf ihren Durchmesser und ihre Parallelität hin untersuchen sowie weitere Kennwerte für Formdefekte, Ovalität, Konizität beziehungsweise Koaxialität der Spuren abfragen.
Eine weitere Neuerung ist die große Flexibilität, die die überarbeitete RingInspection-Maschine bietet. So kann sie nicht nur für eine große Anzahl unterschiedlicher Teile ausgelegt werden, es können sogar – ganz ohne Veränderungen an der Maschine beim Laden oder Entladen der Teile vorzunehmen – ringförmige Teile zwischen 20 und 40 mm vermessen werden, da mit der Software neben teilespezifischen Prüfprogrammen auch verschiedene Parameter für homothetische Teile eingegeben werden können.
Hochpräzise Messung an 365 Tagen im Jahr
Grundsätzlich besteht auch die Möglichkeit, mehrere Teile gleichzeitig zu laden. Durch den speziell entwickelten Greifroboter, der keinerlei Druck ausübt und für alle Bauformen gleichermaßen geeignet ist, werden dabei auch kleinste Teile nicht verformt. Die Konzeption des hochpräzisen Messsystems erfordert keine genaue Positionierung des Teils im Messbereich. Es ruht nur aufgrund seines Eigengewichts auf einem kleinen Dreifuß, auf dem es der Roboter ablegt. Das Handling erfordert ein bis zwei Sekunden, die Messung selbst ist innerhalb von einer Sekunde abgeschlossen.
Der gesamte Vorgang läuft vollautomatisch ab, parallel dazu wird ein Bericht erstellt, der etwa zu Dokumentationszwecken herangezogen werden kann. Die Maschine kalibriert sich in regelmäßigen Abständen selbst und wurde dafür ausgelegt, 365 Tage im Jahr rund um die Uhr zu arbeiten. Sie ist ergonomisch gestaltet, um die Bedienung und eventuelle Wartungsarbeiten so einfach und angenehm wie möglich zu machen.
Durch die fertigungsbegleitende Prüfung ergeben sich für den Hersteller von Kugellagern direkte Vorteile: Der Ausschuss und die Nachbearbeitungszeit nehmen ab, die Personalkosten sinken, und nach der Endmontage müssen weniger Teile aussortiert werden. Auch die Reklamationen sowie die damit verbunden Kosten gehen zurück. jpk
Teilen:




{kind=link}